
This comprehensive guide explores the fundamental aspects of conveyor rollers, emphasizing the crucial roles of Conveyor Impact and Nylon conveyor rollers. Learn how these specialized rollers deliver shock absorption, corrosion resistance, and low-maintenance operations, ensuring seamless material flow and extended conveyor belt lifespan. From practical considerations in roller selection to exploring the benefits of varied roller types, this guide provides invaluable insights for achieving operational excellence in any material handling setup.
The Complete Guide to Conveyor Roller Selection
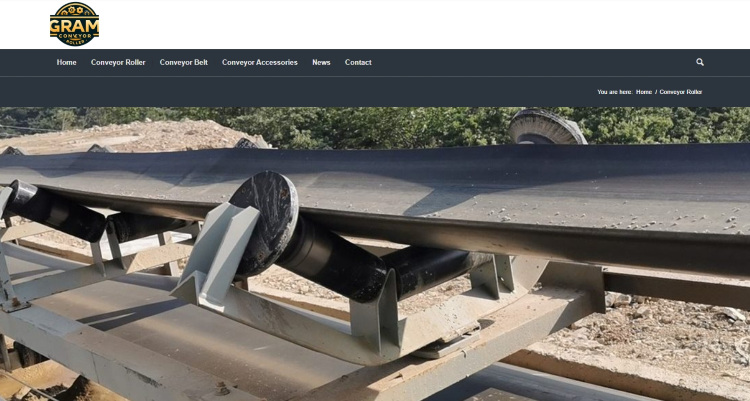
Conveyor rollers are a foundational component in modern material handling systems. They facilitate efficient and reliable transport of goods across various industries, ensuring a seamless production and distribution flow. While conveyor rollers come in many forms, each type is tailored to meet specific industrial requirements, ranging from lightweight package handling to high-impact applications. Two prominent types, the Conveyor Impact Roller and Nylon conveyor rollers, have become essential due to their distinct features and advantages.

- Conveyor Impact Roller: Designed specifically for high-impact areas, these rollers absorb shock loads when heavy or abrasive materials are dropped onto the conveyor belt. This shock absorption prevents damage to the belt, minimizes system wear, and reduces maintenance costs. Industries that handle bulk materials, such as mining, construction, and recycling, heavily rely on Conveyor Impact Rollers due to their rugged construction.
- Nylon Conveyor Rollers: These rollers are renowned for their lightweight, corrosion-resistant properties, making them ideal for high-speed and low-maintenance operations. Constructed from high-grade nylon polymers and fitted with precision bearings, Nylon conveyor rollers offer smooth movement and are resistant to corrosion, chemicals, and moisture. They find their place in industries where cleanliness, noise reduction, and anti-static properties are crucial, such as food processing, pharmaceuticals, and electronics.
Overview of Conveyor Roller Types and Applications
- Gravity Conveyor Rollers:
- Application: Found in warehouses and distribution centers, gravity conveyor rollers depend on the natural force of gravity to move goods. They are ideal for lighter loads or products that require manual handling.
- Powered Conveyor Rollers:
- Application: Common in automated production lines, powered conveyor rollers are driven by motors, allowing for greater control over the speed and direction of material flow. They are suitable for high-throughput operations.
- Conveyor Impact Rollers:
- Application: Built for environments where the conveyor belt is subjected to high-impact loading. These rollers absorb shock loads to protect the belt, extending its lifespan and reducing downtime.
- Nylon Conveyor Rollers:
- Application: Ideal for industries requiring anti-static, low-noise, and corrosion-resistant properties. They are suited for delicate or sensitive products in clean manufacturing environments.
- Rubber-Covered Conveyor Rollers:
- Application: Rubber-covered rollers provide a higher grip, making them suitable for transporting materials on inclines and reducing the risk of slippage.
- Custom Conveyor Rollers:
- Application: Custom conveyor rollers can be designed with special coatings, bearings, or materials to meet the specific needs of specialized industries.
Key Benefits of Conveyor Impact Rollers and Nylon Conveyor Rollers
- Conveyor Impact Roller:
- Shock Absorption: Rubber rings cushion impacts to prevent conveyor belt damage.
- Maintenance Reduction: Minimizes belt damage, reducing downtime and repair costs.
- Rugged Construction: Suitable for high-impact environments like mining and heavy-duty recycling.
- Nylon Conveyor Rollers:
- Lightweight and Efficient: Their lightweight structure reduces the overall load, saving energy and improving system efficiency.
- Corrosion-Resistant: Ideal for environments where cleanliness and resistance to chemicals or moisture are critical.
- Anti-Static Properties: Ensures safe handling of sensitive electronics or products prone to static buildup.
Exploring Conveyor Roller Types
Characteristics and Applications of Motorized Roller Conveyors for High-Efficiency Needs
Motorized roller conveyors have emerged as essential components in high-efficiency production lines due to their precision control, automation capabilities, and energy efficiency. Each conveyor roller is powered individually or within groups, creating transport zones that can be adjusted according to production requirements.
- Precision Material Handling:
- Independent Control: Each motorized conveyor roller operates independently, allowing precise adjustments to speed and direction. This feature ensures smooth movement of goods at varying speeds across different zones.
- Dynamic Load Response: The system adapts to varying load sizes and weights, ensuring a consistent flow of materials. The result is improved throughput and minimized bottlenecks.
- Energy Efficiency:
- On-Demand Operation: Unlike traditional conveyor systems that run continuously, motorized rollers activate only when needed. This zoning approach ensures that only the necessary rollers operate, significantly reducing energy consumption.
- Integration with Nylon Conveyor Rollers: The lightweight construction and smooth movement of Nylon conveyor rollers further enhance energy efficiency, reducing overall system load and minimizing friction.
- Enhanced Automation and Control:
- Automated Sorting: Advanced sensors and control systems enable automated sorting, spacing, and stopping. This reduces manual intervention and improves the accuracy of material handling.
- Safety Features: Automated control systems detect jams, overloading, and potential system failures, triggering automatic stops to prevent accidents or equipment damage.
- Applications:
- Distribution Centers and E-Commerce: Ideal for high-volume operations where varying product sizes and rapid fulfillment are critical.
- Manufacturing Lines: Suitable for production lines that handle goods with different dimensions and packaging requirements.
The Functionality of Flexible Powered Roller Conveyors in Adaptable Production Lines
Flexible powered roller conveyors play a crucial role in adaptable production lines due to their ability to accommodate layout changes and evolving product needs. Their modular design allows for quick and easy adjustments, making them invaluable in dynamic production environments.
- Dynamic Layout Adjustments:
- Expand and Contract: Flexible powered roller conveyors can expand, contract, or bend around corners to fit varying production line layouts. This makes them ideal for facilities where space is limited or product movement paths change frequently.
- Curved Transport: They can handle curved and inclined routes while maintaining consistent product flow, enhancing versatility.
- Adaptable Motorized Rollers:
- Zoned Transport: Each conveyor roller is motorized and can be individually controlled to create transport zones. This zoning capability provides flexibility for different product types and ensures goods only move when the destination zone is ready.
- Conveyor Impact Roller Integration: Conveyor Impact Rollers can be integrated at high-impact loading zones, absorbing shock loads and protecting both the conveyor and goods from damage.
- Applications:
- Seasonal or Temporary Facilities: Ideal for temporary production lines, such as pop-up distribution centers or seasonal warehouses that require frequent layout changes.
- Manufacturing and Assembly: Used in environments where different product types necessitate flexible and modular transport solutions.
Impact and Benefits of Specialized Rollers
How Conveyor Impact Rollers Protect and Extend the Lifespan of Conveyor Systems
Conveyor systems are essential for efficient material handling, but they are often subject to wear and damage, particularly at loading points where heavy or abrasive materials are introduced. Conveyor Impact Rollers are designed specifically to mitigate these challenges, protecting and prolonging the lifespan of the entire conveyor system.
- Shock Absorption:
- Rubber-Ring Cushioning: Conveyor Impact Rollers feature durable rubber rings that absorb shock loads as materials drop onto the conveyor belt. This cushioning significantly reduces the impact on the belt itself, preventing damage and minimizing material spillage.
- Reduced Wear and Tear: By cushioning the impact, these rollers reduce wear and tear on both the belt and the surrounding components, cutting down on costly maintenance and repairs.
- Enhanced Material Flow:
- Consistent Movement: The cushioning effect also ensures consistent material flow, preventing sudden jolts that could lead to product jamming or uneven distribution across the belt.
- Heavy-Duty Applications: Designed for high-impact zones, such as mining, construction, and bulk material handling, Conveyor Impact Rollers can withstand the rigors of heavy-duty environments while maintaining optimal performance.
- Extended Conveyor Belt Lifespan:
- Minimized Belt Damage: By protecting the conveyor belt from direct impact, these rollers significantly extend its service life, reducing the need for frequent belt replacements.
- Lower Maintenance Costs: With the conveyor system’s most critical component safeguarded, maintenance costs and downtime are minimized, ensuring continuous operation.
Advantages of Nylon Conveyor Rollers in Terms of Corrosion Resistance and Operational Noise Reduction
Nylon conveyor rollers offer a lightweight yet robust alternative to traditional steel rollers, providing distinctive advantages in environments where corrosion resistance, noise reduction, and low maintenance are essential.
- Corrosion Resistance:
- Non-Metallic Construction: Nylon conveyor rollers are constructed from high-grade nylon polymers, making them inherently resistant to rust, corrosion, and chemical damage. This is crucial in environments with high moisture, caustic chemicals, or where hygiene is a priority.
- Hygienic Applications: Their corrosion resistance makes them ideal for industries like food processing, pharmaceuticals, and electronics, where frequent cleaning and strict hygiene standards are required.
- Operational Noise Reduction:
- Quiet Movement: Nylon’s low-friction surface and lightweight construction ensure smooth and quiet operation, significantly reducing noise levels compared to steel rollers. This creates a more comfortable work environment for operators.
- Precision Bearings: Precision-engineered bearings enable seamless rotation, further minimizing operational noise.
- Low Maintenance and High Durability:
- Non-Static and Lightweight: The non-static and lightweight nature of Nylon conveyor rollers reduces stress on the entire conveyor system, lowering the energy required to move products and enhancing overall efficiency.
- Abrasion Resistance: Despite their lightweight construction, nylon rollers are highly resistant to abrasion and wear, ensuring long service life even in challenging environments.
Practical Considerations in Roller Selection
When considering practical aspects of conveyor roller selection, the choice of the right supplier can make all the difference. That’s where GRAM Conveyor comes in, offering high-quality conveyor roller solutions for material handling systems. Their products emphasize efficiency, durability, and cost-effectiveness to ensure optimal performance. Below are essential factors to keep in mind while searching for the ideal conveyor roller for your operation:
Factors to Consider When Searching for “Conveyor Rollers Near Me”
- Availability and Lead Times:
- Local Suppliers: Searching for “conveyor rollers near me” ensures that local suppliers like GRAM Conveyor can deliver quickly and facilitate faster maintenance, reducing costly downtime and keeping systems operational.
- Inventory Levels: GRAM Conveyor maintains a robust inventory of common rollers, such as Conveyor Impact Rollers and Nylon conveyor rollers, to ensure rapid access to spares and minimize the impact of unplanned maintenance.
- Supplier Expertise and Support:
- Technical Assistance: GRAM Conveyor provides comprehensive technical support for product selection and troubleshooting. Their field support and installation training minimize disruptions and streamline the integration process.
- Customization: Whether your system needs coatings for high temperatures or non-static properties for sensitive electronics, GRAM Conveyor can customize rollers to meet your precise requirements.
- Compliance and Warranty:
- Industry Standards: GRAM Conveyor products meet recognized industry standards, guaranteeing both safety and durability.
- Warranty Terms: Comprehensive warranty policies reflect GRAM Conveyor’s confidence in its products, offering customers peace of mind and simplifying returns or replacements.
Importance of Diameter in Roller Selection
- Load Capacity:
- Heavier Loads: Larger diameter rollers, such as 4-inch diameter, can handle heavier loads without deformation or premature wear. They distribute weight evenly and reduce stress on individual rollers.
- Conveyor Impact Roller Compatibility: Conveyor Impact Rollers, often 4-inch in diameter, are designed to absorb shock from abrasive or heavy materials, offering stability and enhanced shock absorption.
- Reduced Belt Tension:
- Less Wear and Tear: Larger rollers minimize belt tension, providing a greater surface area for the belt to wrap around. This reduces wear and tear, extending the belt’s lifespan and reducing maintenance costs.
- Nylon Conveyor Rollers and Flexibility:
- Lightweight Efficiency: Nylon conveyor rollers with a 4-inch diameter are lightweight yet corrosion-resistant, supporting heavier loads with minimal friction.
- Quiet Operation: Their surface area allows for quieter transport, which is crucial for noise-sensitive environments.
- Compatibility with Diverse Systems:
- Versatile Use: 4-inch diameter rollers work with a range of systems, including motorized and flexible powered roller conveyors, making them a versatile choice across various industries.
By choosing GRAM Conveyor’s solutions, you’re investing in products that offer exceptional operational efficiency, lower maintenance costs, and increased adaptability for your conveyor system.
Maximizing Conveyor System Productivity with Impact and Nylon Rollers
Selecting the right conveyor roller can make a significant difference in ensuring smooth operations and maximizing the productivity of your conveyor system. Understanding the role that specialized rollers, such as Conveyor Impact Rollers and Nylon conveyor rollers, play in this process is crucial to optimizing overall system performance.
Recap of the Importance of Conveyor Rollers
- Conveyor Impact Rollers:
- These rollers are specifically designed to absorb the energy of heavy and abrasive materials dropped onto the conveyor belt. Their impact-absorbing structure minimizes shock loads, preventing significant belt damage and reducing wear on the conveyor system’s critical components. This results in reduced maintenance costs and longer belt life, making Conveyor Impact Rollers an essential investment in industries like mining, construction, and bulk material handling.
- Nylon Conveyor Rollers:
- Nylon conveyor rollers offer a lightweight and corrosion-resistant alternative that is particularly well-suited for applications requiring high-speed and hygienic operations. Their anti-static and non-corrosive properties make them invaluable in industries like food processing, pharmaceuticals, and electronics. Nylon rollers also operate quietly, reducing workplace noise and enhancing employee comfort.
- Optimizing Operations:
- By understanding the specific advantages of these rollers, companies can tailor their conveyor systems to the exact requirements of their materials and environment. This not only ensures the seamless movement of goods but also extends the system’s longevity, ultimately reducing downtime and operational costs.
Selecting the right conveyor rollers, such as Conveyor Impact Rollers and Nylon conveyor rollers, is crucial for achieving operational excellence. Conveyor rollers are the lifeline of material handling systems, ensuring that goods are moved seamlessly across production floors, warehouses, and distribution centers. The importance of making well-informed choices cannot be overstated, as the proper selection can yield significant benefits:
- Enhanced System Efficiency:
- Conveyor Impact Rollers protect conveyor belts from shock loads and impacts, preventing costly damage and keeping the conveyor line running smoothly. Their shock-absorbing rings minimize material bouncing and spillage, allowing for consistent throughput and streamlined material flow. Nylon conveyor rollers, with their low friction and lightweight properties, further enhance system efficiency by reducing power consumption and allowing higher speeds.
- Reduced Maintenance Costs:
- Choosing durable rollers like Conveyor Impact Rollers and Nylon conveyor rollers leads to fewer replacements and maintenance requirements. Their resilient designs reduce the need for frequent downtime, keeping maintenance costs low and ensuring a longer operational lifespan. Conveyor Impact Rollers, for instance, protect against belt damage and excessive wear in high-impact zones, significantly prolonging the lifespan of conveyor belts.
- Operational Safety and Noise Reduction:
- Conveyor Impact Rollers reduce system vibrations and protect workers from potential injuries caused by material bouncing. Nylon conveyor rollers, due to their quiet operation, create a more comfortable and safe working environment, particularly in facilities where noise reduction is essential.
- Specialized Applications:
- These rollers cater to the specific needs of industries such as mining, food processing, and electronics manufacturing. Nylon conveyor rollers excel in environments where hygiene and chemical resistance are necessary, while Conveyor Impact Rollers withstand the harsh conditions of heavy industries like mining.
- Adaptability to Changing Demands:
- With evolving production demands, versatile roller systems can be adapted to new layouts, product sizes, and speeds. Custom coatings, materials, and motorized solutions provide the flexibility to keep pace with market changes and emerging logistical challenges.
Achieving operational excellence with the right conveyor rollers is not just about efficient material movement; it is also about ensuring safety, reducing costs, and maintaining the resilience to meet future challenges. Businesses that prioritize these specialized rollers will find themselves well-equipped to maintain a competitive edge in today’s dynamic industrial landscape.


